Chemical composition is the main parameter that determines properties of final components, in terms of thermophysical, mechanical, corrosion and oxidation behaviour. Moreover, specific chemical elements or their combinations can potentially cause cracks during manufacturing, cooling or finishing of parts.
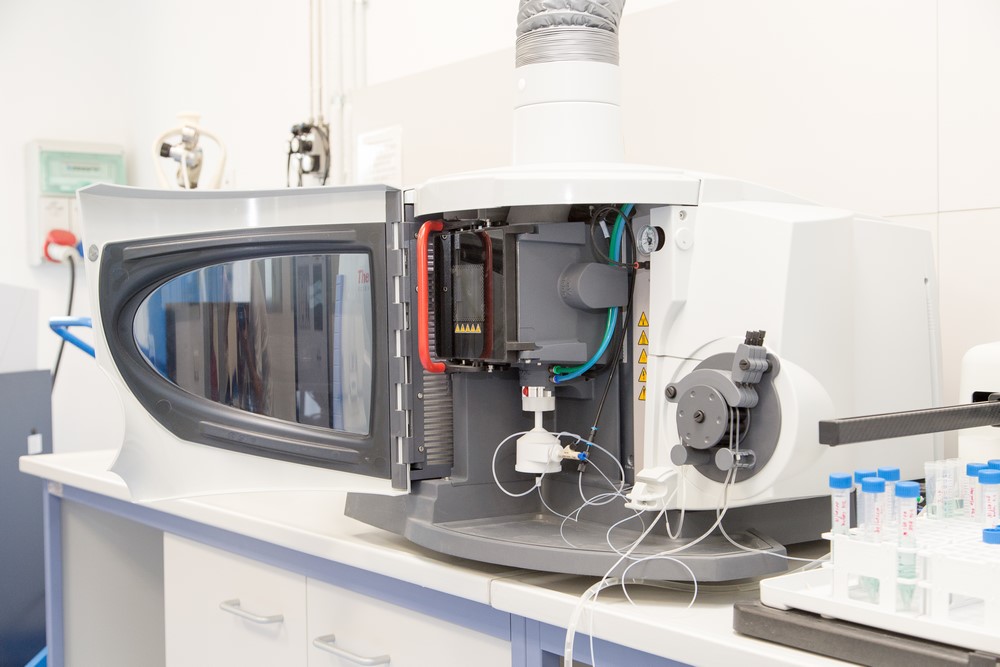
The relevance of metal powder chemical analysis detection stems from the fact that they are directly transformed into metal components. Therefore, identification of potential contaminants is mandatory. To guarantee full control of chemical composition, MIMETE laboratory is equipped with different instruments dedicated to specific elements or samples.